9180 Oakhurst Road, Suite 4 Seminole, FL-33776
sales@bdheat.com
+1(727)392-0492
Products
Air Preheaters
BD Heat Recovery Division, Inc. provides a variety of air preheater (APH) units to service the heat recovery & efficiency requirements of customers in a wide array of industries. At the core of all of both APH systems are robust, plate-type heat exchangers that feature fully welded and sealed plates to ensure virtually leak-free operation. When installed downstream of fired equipment, our APH systems are able to recover waste heat and recycle it back into the process through the incoming combustion air, thereby increasing overall efficiency and decreasing operating costs.
HEATEX® Heat Exchangers
Our HEATEX®-based APH systems feature a cross-flow plate-type heat exchanger design that utilizes fully welded, bent plates to achieve the required heat transfer. Incredibly robust by nature, the HEATEX® excels in lower-efficiency applications or in applications prone to more particle-laden flue gas streams that would foul other heat exchanger styles.
The HEATEX® is a highly customizable system and can be altered in size, material, and arrangement based on available space and process requirements. It also has the option to be staged, allowing the incoming air to create several passes across the transfer plates, thereby increasing overall efficiency.
REKULUVO® (Gas/Air) /REKUGAVO® (Gas/Gas) Heat Exchangers
The Rekuluvo® and Rekugavo®-based APH systems feature a counter-flow plate-type heat exchanger design utilizing fully welded, dimpled plates as the heating surface. Our counter-flow systems provide unparalleled heat recovery efficiency while maintaining the most compact installation footprint possible.
Technical Specifications
- Load: Pollutants such as sulfur, chlorides & flourides
- Flow: Between 13,500 lbs/hr and 5,600,000 lbs/hr
- Temperature: 1000°F Sustained
- Pressure: +/- 80 WC
- Efficiency: Approaching 97%
SCR Systems
BD Heats Selective Catalytic Reduction (SCR) systems feature industry-leading NOx reduction rates and efficiency capabilities that allow end users the ability to confidently meet the increasingly strict requirements of regulating bodies worldwide.
Our systems utilize direct injection of anhydrous or aqueous ammonia into the flue gas upstream of a corrugated catalyst element to ensure proper mixing and heating of the reagent to ensure a complete reaction with minimal ammonia slip. The use of flow modulation devices such as mixing plates, rectifiers and turning vanes ensure even distribution and reactivity regardless of the particular NOx profile.
These highly variable systems can be installed as standalone units or upstream of an APH to guarantee that the performance of a given unit meets the specific needs of your project, regardless of application or reduction requirements. Each component to be provided is built to scale and extensively flow tested to ensure that after installation only minor adjustments are needed on site.
With over a dozen SCR systems of various styles currently in operation worldwide and more coming online each year, BD Heat Recovery is recognized internationally as a leader in SCR equipment and technologies.
Equipment Features
- Maximum Reduction Capability with Minimum Ammonia Slip
- Maximum Catalyst Life with Simple Replacement
- Standalone or Coupled with APH Systems
- Minimal Operating Costs
- Minor Impact on System Pressure Drop and Fan Performance
- Very Low Maintenance
Compact DeNOx® Systems
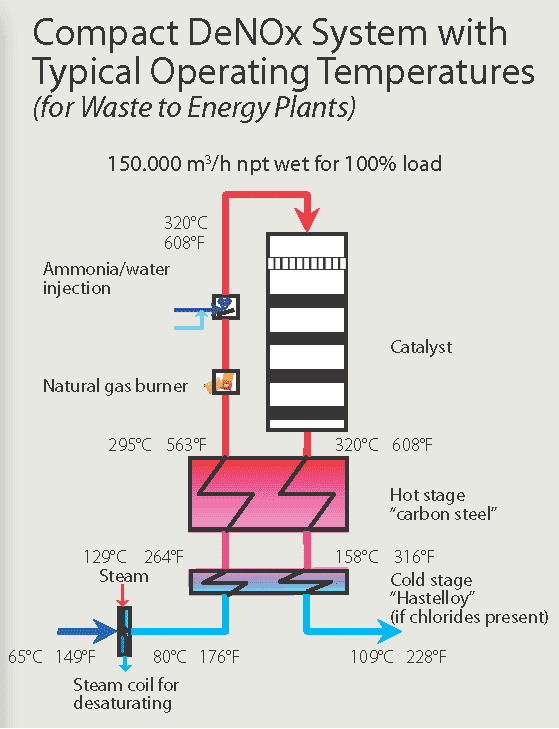
Our Compact DeNOx® System is a Clean Side Selective Catalyst Reduction (SCR) system utilized in applications that are downstream of other pollution control devices where flue gas temperatures are below the required thresholds for normal catalytic reactions. This characteristic makes the Compact DeNOx® system perfectly suited for use in coal and wood fired boilers, Waste-to-Energy plants, hazardous waste incinerators, and other similar applications
The Compact DeNOx® system uses a natural gas burner upstream of a two-stage heat exchanger to increase and maintain gas temperatures above the threshold required for catalytic reaction. Like our SCR systems, the Compact DeNOx® uses aqueous or anhydrous ammonia injection coupled with a corrugated catalyst to ensure high levels of NOx reduction from the exhaust gas stream. The pairing of the burner and heat exchangers ensures minimal fuel usage while providing maximum gas reheating.
By design, the Compact DeNOx® is a highly compact, innovative, and lightweight piece of equipment utilizing a patented tower arrangement that requires very little plot space and interface complexity, therefore lending itself to installation in a wide array of locations.
Equipment Features
- Energy Saving Heat Exchanger Allows for Very Low Approach Temperatures
- Scale Modeling Improves Catalyst Effectiveness and Minimizes Ammonia Slip
- Very Low Maintenance Requirements
- Very Simple Commissioning
- Minor Space Requirements and Installation Complexity
- Very High Efficiency
SNCR Systems
The Selective Non-Catalytic Reduction system is a proven technology to that converts NOx into N2 and H2O by reacting with the reagents directly rather than with the oxygen in the flue gas. This means that the system can achieve surprisingly high reduction rates without the use of additional catalyst that is frequently housed in large and complex ducting.
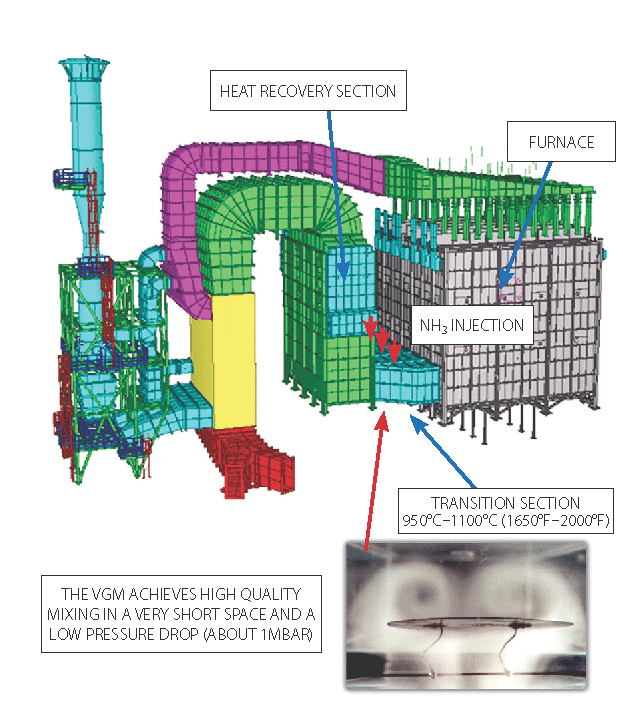
In an SNCR, the reagents, typically aqueous or anhydrous NH3 (or urea), are injected directly into the existing gas ducting upstream of the heat recovery/convection section where the high temperatures of the gas help to achieve very high reduction rates. To promote high reactivity with minimal ammonia slip, patented Vortex Gas Mixers® (VGMs) thoroughly and completely mix the reagents with the flue gas to ensure even distribution of the reagent.
The SNCR is the simplest and most economical form of NOx-reducing equipment and is best suited for applications with tight schedules and limited plot space where the gas temperatures are high enough (1650°F-2000°F) to promote reactions. Very little additional equipment is required and existing components can typically be reused.
Equipment Features
- NOx Reduction with Few Components
- "Easy" Technology
- Rapid Installation
- No Operating Costs or Expensive Catalyst to Replace
- Very High Reduction Rates in Appropriate Conditions